What is a Stainless Steel Globe Valve and Its Key Benefits for Industries
The stainless steel globe valve is an essential component in various industrial applications, known for its superior durability and reliability. As industries continue to seek efficient and sustainable solutions, the demand for high-performance valves, particularly the stainless steel globe valve, has surged. According to a report by MarketsandMarkets, the global industrial valves market is projected to reach USD 81.2 billion by 2025, indicating a robust growth trajectory. The stainless steel globe valve, with its unique design that allows for precise flow control, has become increasingly favored in sectors such as oil and gas, water treatment, and chemical manufacturing.
One of the key advantages of the stainless steel globe valve lies in its ability to withstand high pressures and temperatures, making it ideal for extreme operational conditions. The versatility of these valves is further highlighted in a report by Mordor Intelligence, which outlines that the chemical processing industry alone accounts for a significant share of the market, driven by the need for reliable and resilient components. Furthermore, stainless steel’s inherent resistance to corrosion ensures that these valves maintain their integrity over time, leading to reduced maintenance costs and increased safety in industrial operations. As industries evolve, the stainless steel globe valve represents a critical investment toward operational excellence and sustainability.
Understanding the Structure and Functionality of Stainless Steel Globe Valves
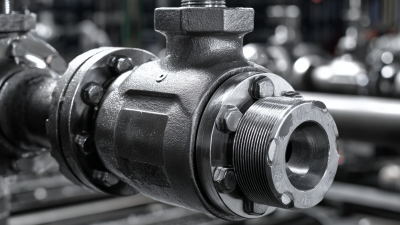
Stainless steel globe valves are essential components in various industrial applications, offering robust performance and durability. Designed with a solid, spherical body, these valves facilitate efficient flow control, allowing for precise regulation of liquids and gases. Their structure consists of a movable disk (the globe) that opens and closes against a stationary seat, ensuring minimal turbulence and pressure drop. According to a report by Global Market Insights, the demand for stainless steel valves is projected to surpass USD 7 billion by 2025, reflecting their pivotal role across sectors such as oil and gas, water treatment, and chemical processing.
One key benefit of stainless steel globe valves lies in their ability to withstand high pressure and temperature conditions. Their inherent resistance to corrosion makes them suitable for harsh environments, where other materials might fail. Additionally, these valves are easy to maintain and offer a longer lifespan compared to traditional options, further enhancing their attractiveness to industries. A study from ResearchAndMarkets indicates that the rising emphasis on industrial automation will propel the demand for these reliable valves by nearly 5% annually through 2027.
**Tips:** When selecting a stainless steel globe valve, consider factors such as the specific medium being handled and the operating conditions (pressure and temperature) to ensure optimal performance. It's also advisable to consult with manufacturers to explore options for customization to meet your unique project requirements. Regular inspections and maintenance can significantly extend the life of these valves, reducing overall operational costs.
What is a Stainless Steel Globe Valve and Its Key Benefits for Industries
| Dimension |
Value |
| Material |
Stainless Steel |
| Connection Type |
Flanged / Threaded |
| Size Range |
1/2 inch to 24 inches |
| Pressure Rating |
Class 150 to Class 2500 |
| Operating Temperature |
-196°C to 550°C |
| Key Benefits |
Corrosion Resistance, Durability, Reliability, Versatility in Fluids |
| Common Applications |
Oil & Gas, Water Treatment, Chemical Processing, HVAC Systems |
Key Advantages of Stainless Steel Globe Valves in Industrial Applications
Stainless steel globe valves are essential components in various industrial applications, offering numerous advantages that enhance operational efficiency. One of the key benefits of these valves is their exceptional corrosion resistance. This characteristic ensures longevity and reliable performance, especially in environments exposed to harsh chemicals or fluctuating temperatures. The robust design of stainless steel globe valves allows them to maintain a tight seal, minimizing leakage and preventing flow-through interruptions, which is critical for processes that require precise control of fluid flow.
Moreover, the versatility of stainless steel makes these valves suitable for a wide range of applications, from water treatment facilities to oil and gas industries. The ability to withstand extreme conditions while maintaining functionality positions stainless steel globe valves as a preferred choice over other types. As industries increasingly recognize the importance of efficiency and reliability in their operations, the demand for stainless steel valves is projected to grow significantly. This growth is supported by the overall expansion in the industrial valve market, reflecting broader trends in industrial advancement and technological innovation.
Comparative Analysis: Stainless Steel Globe Valves vs. Other Valve Types
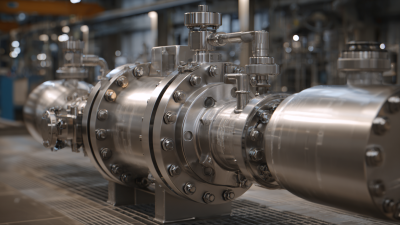
When comparing stainless steel globe valves to other valve types, it's essential to recognize their unique advantages in various industrial applications. Stainless steel globe valves are designed for precise flow control, making them ideal for applications that require throttling and regulation. Unlike ball valves, which provide lower resistance to flow, globe valves can effectively manage higher pressures and larger flow volumes, ensuring better performance in critical systems. Their spherical body shape allows for smoother flow characteristics, reducing turbulence and wear over time.
Additionally, when considering durability, stainless steel globe valves outshine many alternatives such as PVC or brass valves. They are resistant to corrosion and can withstand extreme temperatures and pressures, making them suitable for harsh environments encountered in industries like oil and gas or chemical processing. While gate valves may excel in on/off control, they often lack the ability to finely adjust flow, which can be a limitation in processes requiring precise management. In contrast, the design of stainless steel globe valves inherently facilitates a more controlled and reliable flow regulation, proving their value in a comprehensive industrial setting.
Maintenance Practices for Ensuring Longevity of Stainless Steel Globe Valves
Stainless steel globe valves are vital components in many industrial applications, renowned for their durability and resistance to corrosion. However, maintaining these valves is essential for ensuring their longevity and peak performance. Regular inspections and systematic upkeep can significantly extend the lifespan of globe valves. According to a report by the Valve Manufacturers Association, effective maintenance can reduce operational failures by up to 35%, emphasizing the importance of proactive care.
Key maintenance practices include routine cleaning to prevent the buildup of unwanted deposits, which can impair functionality. Additionally, lubrication of moving parts is crucial to minimize friction and wear. Implementing a preventive maintenance schedule, inspired by industry standards like ISO 9001, can further enhance valve performance. Regular checks for signs of corrosion or wear, as noted in the American Society of Mechanical Engineers' guidelines, are vital to the timely replacement of parts, thus preventing unplanned downtime and costly repairs. By adhering to these practices, industries can ensure their stainless steel globe valves operate efficiently, ultimately leading to enhanced productivity and reduced operational costs.
Applications of Stainless Steel Globe Valves Across Different Industries
Stainless steel globe valves are widely used across various industries due to their
robust design and reliability. The applications of these valves span from
the oil and gas sector to the water treatment industry. In the oil and gas industry, stainless steel globe
valves play a critical role in regulating flow and ensuring safety during the handling of hazardous materials.
Their ability to withstand extreme pressures and temperatures makes them indispensable in these
demanding environments.
In the water treatment industry, stainless steel globe valves are used to control the flow of water and chemicals.
Their corrosion-resistant properties ensure longevity,
reducing maintenance costs and downtime. Additionally, their precise flow control capabilities enhance the
efficiency of water treatment processes. Industries such as pharmaceuticals,
food and beverage, and power generation also
benefit from the use of stainless steel globe valves, as they meet stringent sanitation and operational
requirements while providing durability and performance.